(Direct to garment printing launches at 2004 SGIA Minneapolis)
Until late 2004 the only real option you had if you wanted to enter the printed shirt business was screen printing. Screen printing is a largely manual process that involves dragging ink across a porous "screen" with an image on it, transferring that ink to the garment below. But like the transition from large commercial printing and publishing companies to desktop publishing some decades earlier, the custom t-shirt business was ready for a digital revolution.
The direct to garment printer industry in the United States was launched in late 2004 at the SGIA show in Minneapolis. At that show, both Kornit & U.S. Screen showed direct to garment printers for the first time, joining Mimaki in the direct to garment printer marketplace. Mimaki's first printer was the GP-604 (and GP-604D – with discharge liquid used for printing darks), U.S. Screen's first machine was called the Fast T-Jet (manufactured by Mastermind in Japan) and Kornit entered the market with the Storm.

Early Model Brother DTG Printer and DTG Brand Hits the Market
Early 2005 brought the first large traditional printer company into the marketplace as Brother introduced their GT-541 – also a light shirt-only printing solution – at the Atlantic City ISS show. First machines started hitting end-user shops near the end of the year.
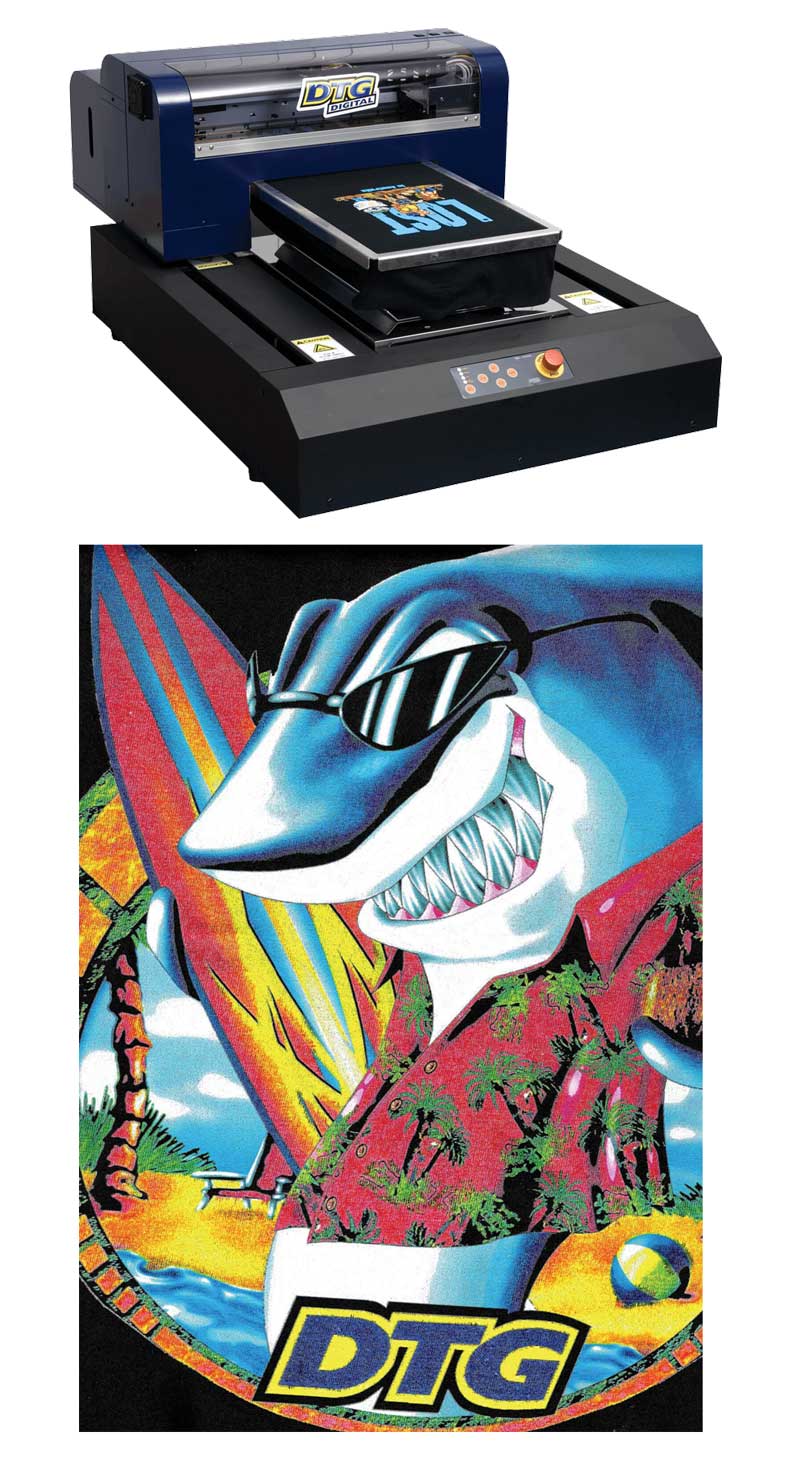
October 2005 saw the introduction of the first DTG brand direct to garment printer – the Kiosk – at the ITMA Asia show in Singapore. The Kiosk offered some significant direct-to-garment specific enhancements over the other models in the price range. It had automated head cleanings, a valve system to shut off specific ink channels and more user-friendly ink chip resetting.
ColDesi formally rolled out the Kiosk in America at the 2006 Atlantic City ISS show.
Early Direct to Dark Garment Printing – White Ink Revolution
Up until the end of 2005, all of the t-shirt printing machines on the market (except for the $200,000+ Kornit) could only print on light garments because white ink did not yet exist for the lower viscosity printheads used by most of these machines.
A radical change to the market came at the end of 2005 when U.S. Screen released white ink (developed by DuPont) for their Fast T-Jet printers. Although the pretreatment process was VERY complex, end-users were finally able to print on dark garments. White ink allowed for an underbase to be laid down that would then be printed on by the full-color ink set – dark shirts were now "fair game" for the early adopters of the technology!
U.S. Screen sales of printers exploded, and the direct to garment marketplace would never be the same again.
A year later, the U.S. Screen exclusive with DuPont on white ink expired, and other vendors, like DTG Digital were given the opportunity to add white ink to their printers. A year of in-the-field experience made it evident that changes were needed to manage the white ink which has radically different properties than the color inks (inorganic pigment vs. organic pigment).

Next-generation Direct to Garment Printers
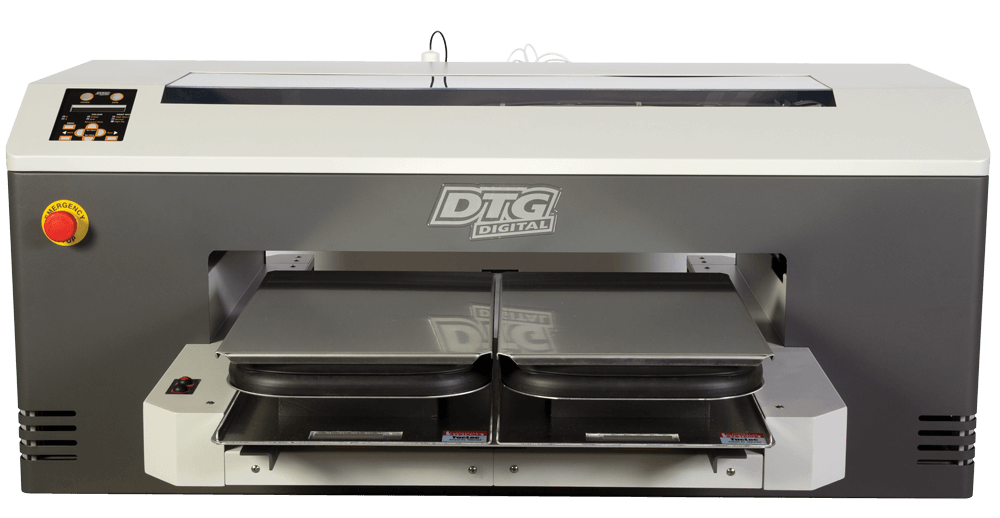
In early 2009 the DTG Viper entered the market and set new standards for productivity. With its unique belt-fed system a shop could now setup a "print through" operation. This format was more conducive to efficiency, especially in shops where space was not a major concern. With the DTG-designed 4-2-1 platen system a user was also able to produce multiple garments at one time without having to dedicate a huge amount of space to oversized printers.
The Viper also marked another step in the evolution of the DTG line; Not only was the WIMS system enhanced to now incorporate a stirrer in the white ink bottle as well as circulating the ink through the system – but the color ink system was now also pressurized to eliminate issues of ink flow during periods of heavy production.
Just for comparison, in 2009 Windows 7 was introduced, the Smart Thermostat was invented and the iPhone App Store turned 1 Year old

DTG Pretreat-R Gen II
With white ink becoming less of a hassle from the printer standpoint, thanks to the WIMS system on the DTG printers, it was time to focus on consistent application of the pretreatment required to print white ink.
In 2010 ColDesi released the DTG Pretreat-R Gen II – a joint venture between Lawson and ColDesi. The machine was a big step forward and remained the standard for pretreatment machines until 2014 when ColDesi became the North American distributor for the Spider Mini pretreatment machine made by Korean manufacturer Printsystem.

Spider Mini
The Spider Mini was a step forward from the previous Pretreat-R Gen II in that it was entirely enclosed, meaning it could be closer to the printer than before and had a much smaller footprint.
Easy switchover between pretreatments also made it a more user-friendly solution. The Spider Mini remained the choice for DTG brand printer users and those using other brands who needed a consistent pretreatment solution.

PTM
In September 2019, ColDesi introduced the PTM – DTG Digital's first entry into the automatic pretreatment marketplace.
The PTM had a lot of the same advantages as the Spider Mini, but included an easier access swivel platen for loading and a special coating which significantly reduced the corrosion caused by the salt-heavy pretreatments used in DTG printing.

DTG G4 Flagship Printer With Vaccum Platten Makes its Debut
Things got moving quickly as the Belquette team, and ColDesi's DTG team, and engineering from DTG Digital got to work on finalizing the next generation of DTG brand printer – the DTG G4.
The G4 was formally released in the United States in November 2019 and incorporated the soon-to-be patented vacuum platen (patent issued in June 2020) and the new, improved Kodak ink set that was the culmination of a lot of work by all three entities and the chemists at Kodak. Quicker cure times and better colors were two of the main benefits of the new ink set.

OneStep Pretreatment
But things did not stop there; in October, the OneStep Pretreatment and Curing system won the Printing United Product of the Year award for innovation in the DTG-Pre-press category. Using technology gained from the Belquette Edge to target pretreatment and brand new technology allowing for targeted curing that saves time and energy. The One-Step is truly the leader into the next generation of pre and post-treatment solutions.